
连续转矩-3.0N.m
连续电流-2.5A rms
最大转矩-9.0N.m
最大电流-7.5A rms
转矩常数-1.2Nm/A rms
电阻(ptp)-3.9Ω(P-P)
发货天数以下单次日起算,不含周日与法定假日
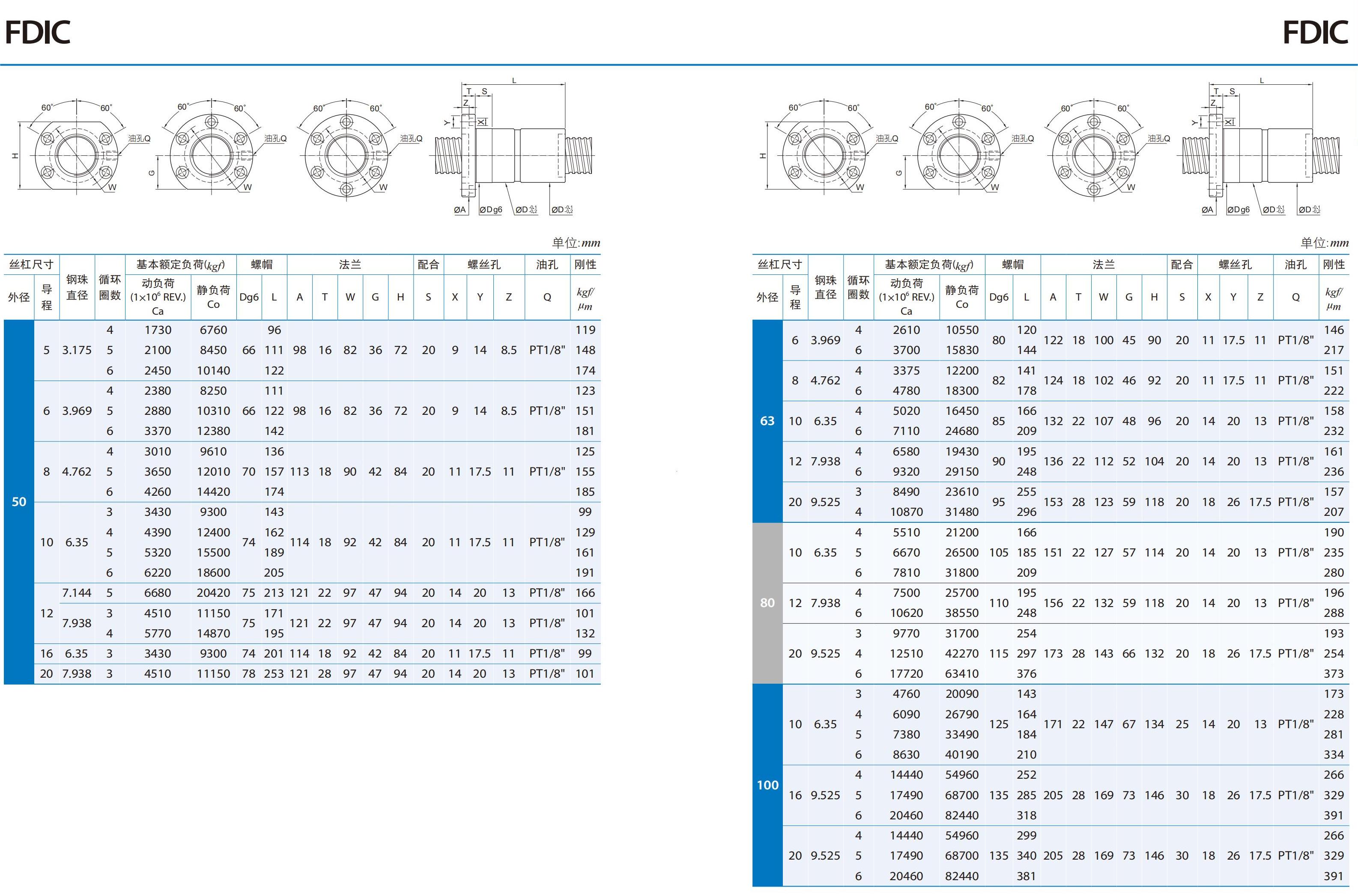
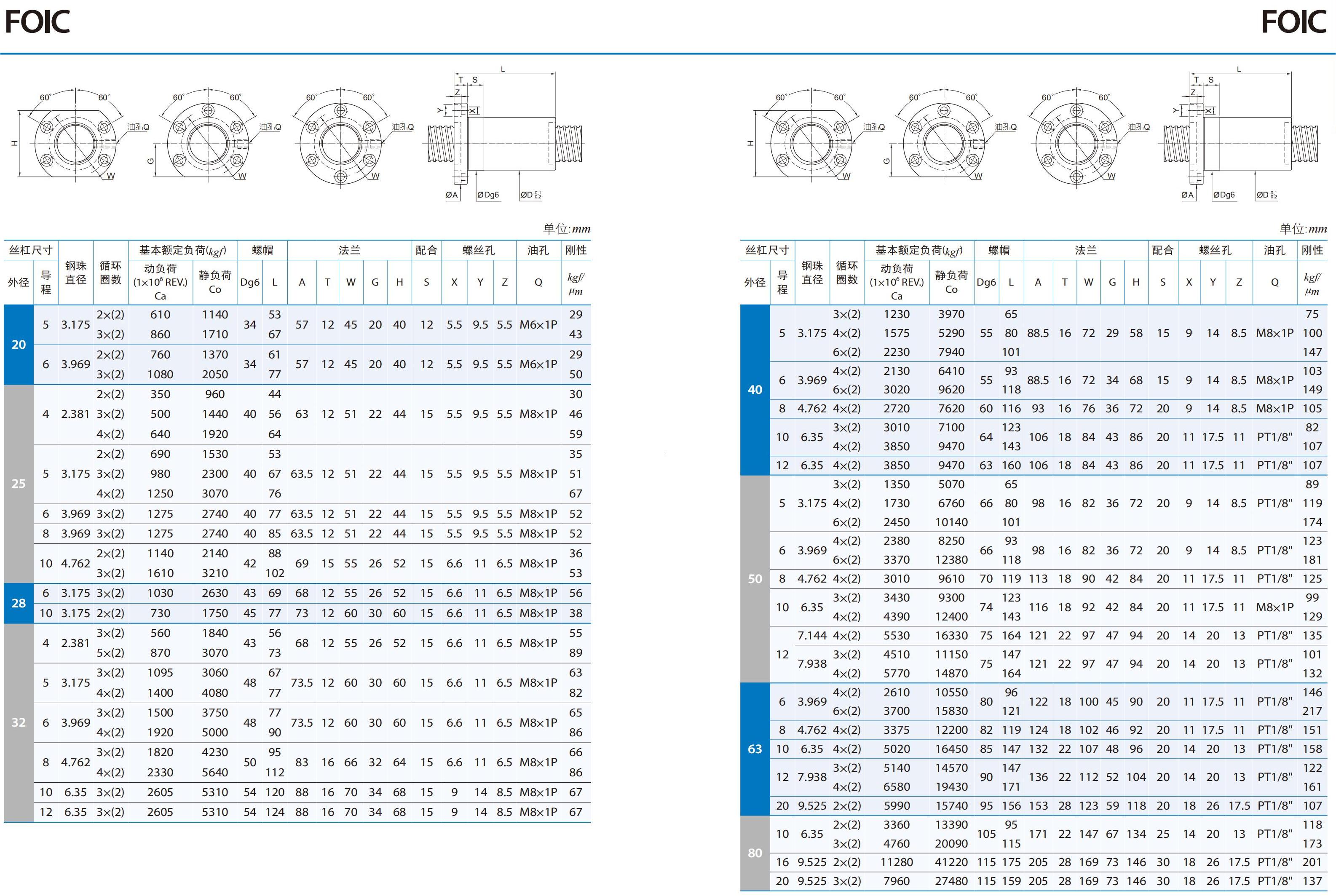
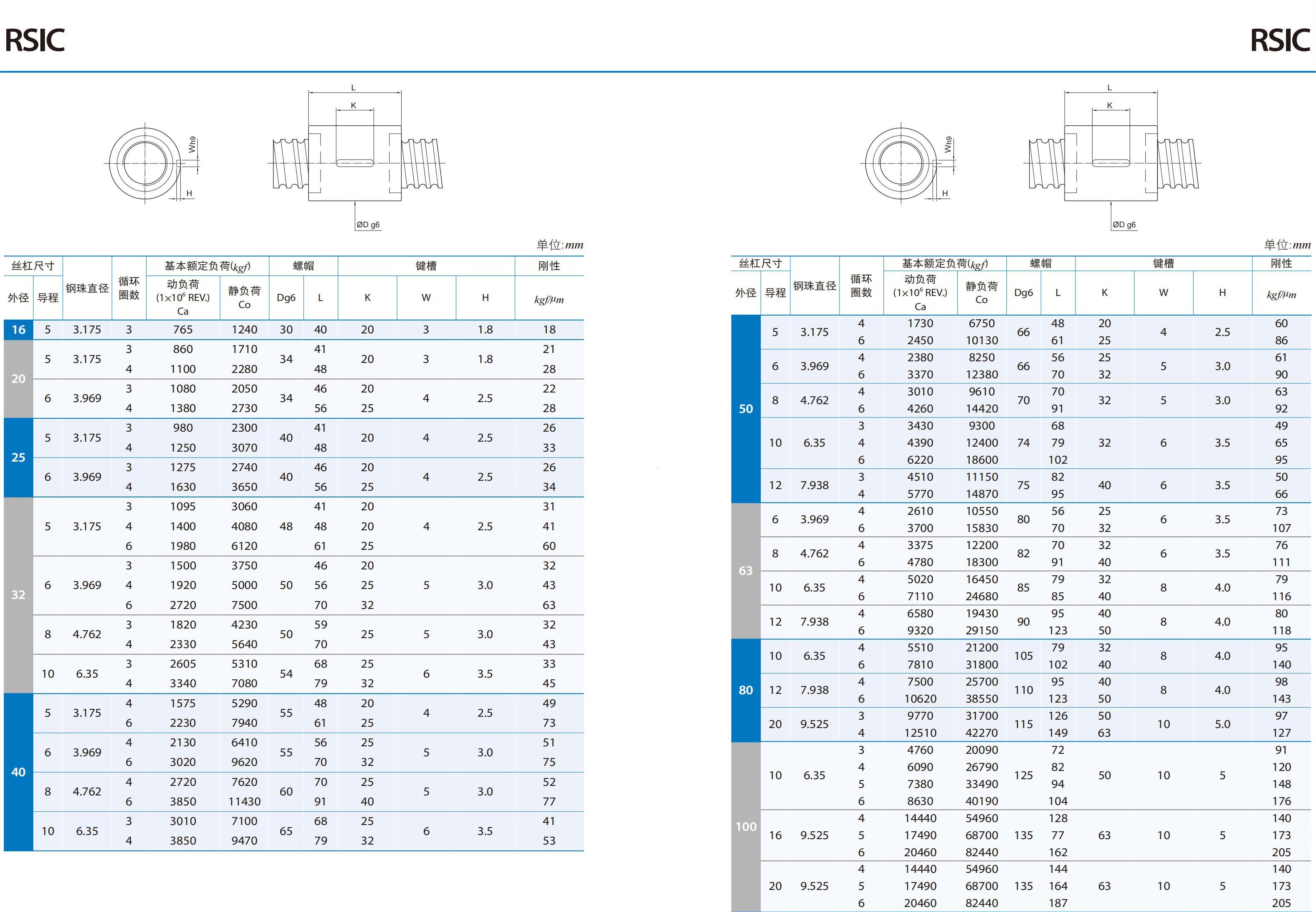
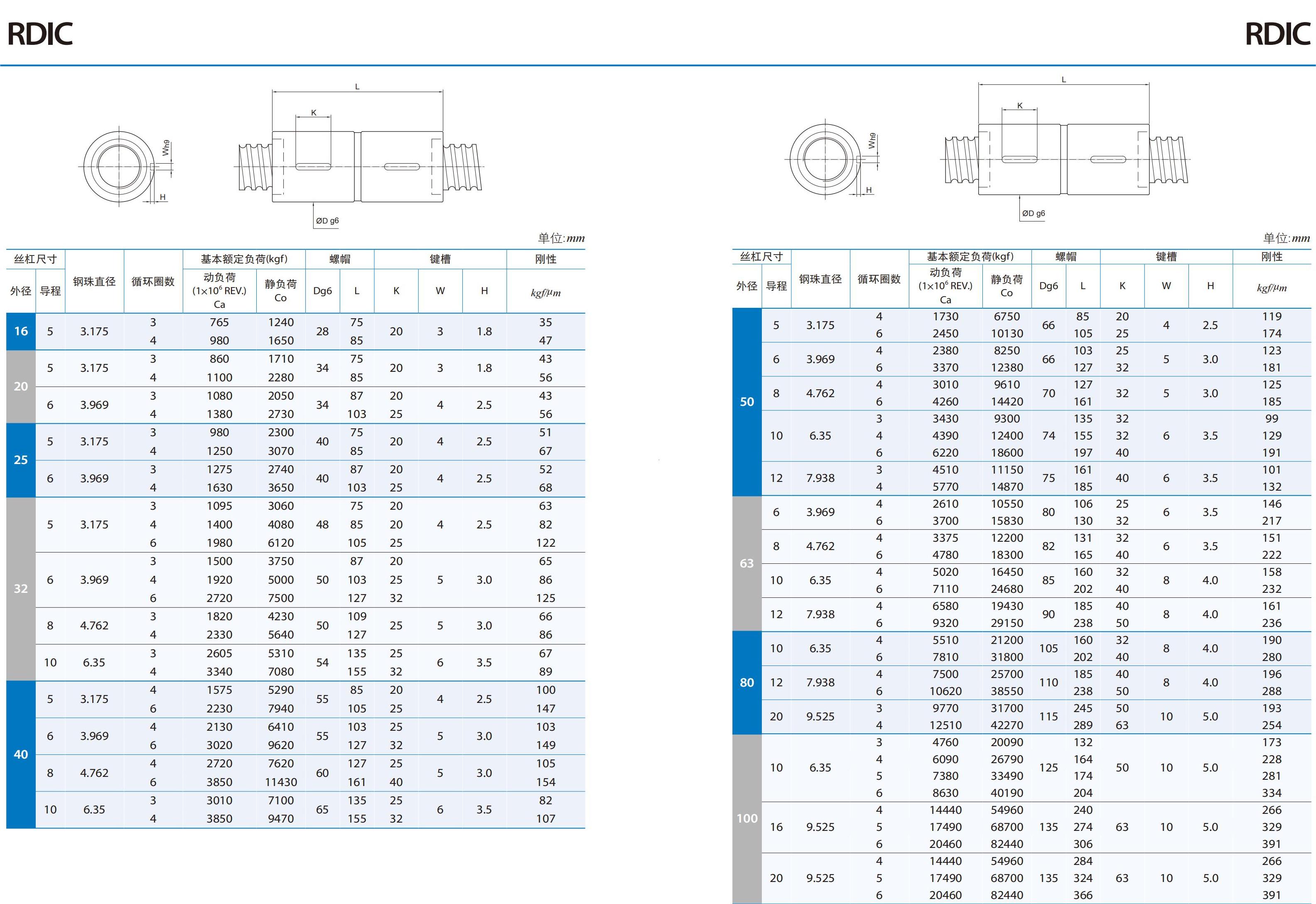
精密级滚珠丝杆 内循环系列
特性
內循环构造的优点,使螺帽外径为精巧的「圆周型」。因此适合合內部空间较小的机器。需要注意的是內循环滚珠丝杆的丝杆轴必须有一端是完全牙,且该端的肩部直径必须小于丝杆轴根径,否则无法组装螺帽。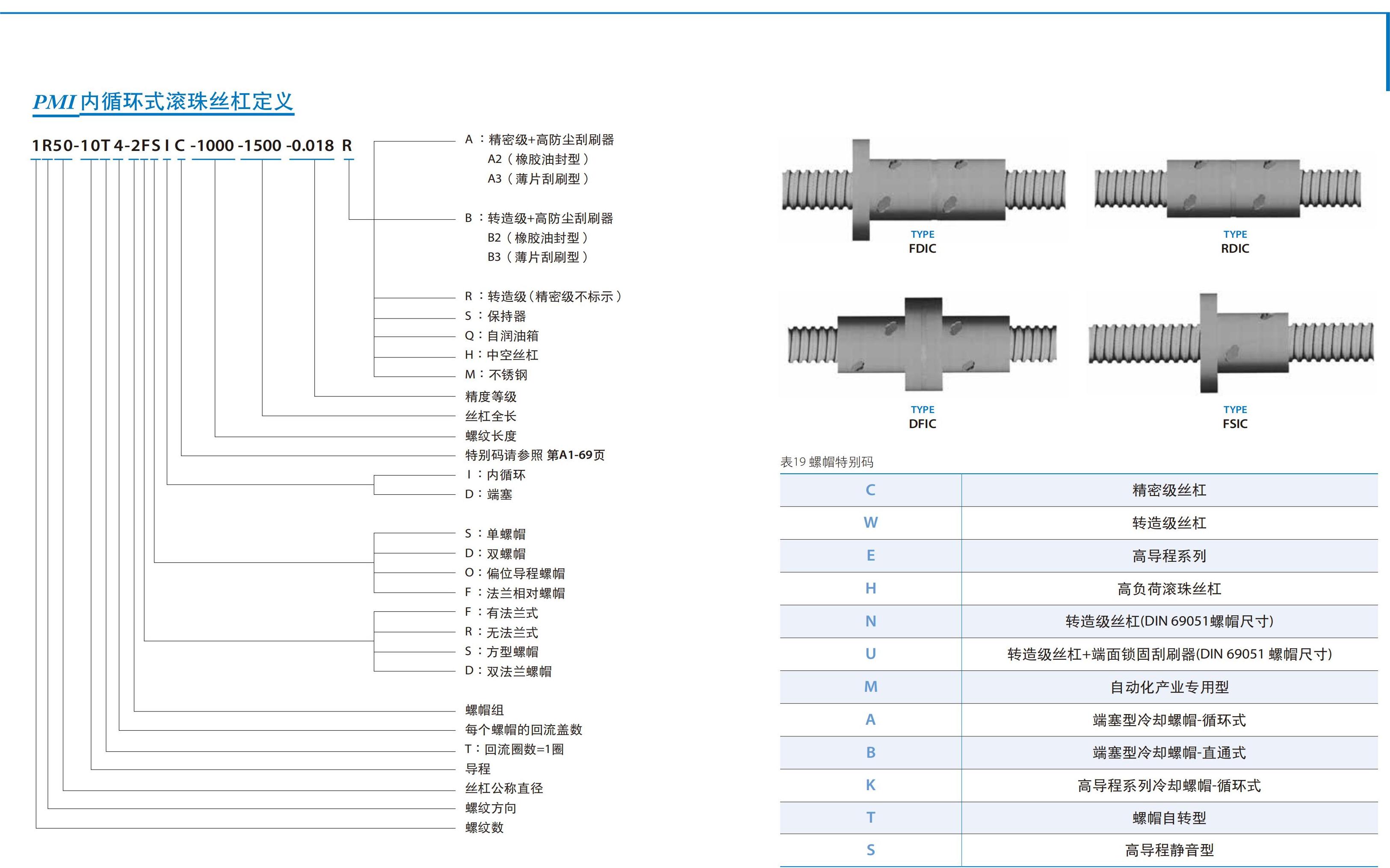
滚珠丝杠使用问题分析
「滚珠丝杠」在CNC工具机械中,取代了传统式的艾克姆丝杠 ·主要功用在于增加定位 精度及延长使用寿命。欲消除机械运转时的背隙 ·通常会搭配有预压力之滚珠丝杠 · 但若滚珠丝杠安装不当时,就无法展现其高精度与较长的寿命。本文主要讨论滚珠丝 杠在安装上所遇到问题及问题预防 ·并详述测定程序来帮助使用者找出滚珠丝杠使用 异常所发生的原因。
滚珠丝杠安装容易发生问题的原因与预防
以下叙述三种滚珠丝杠安装上容易发生问题的原因与其预防方法
1.作动不顺畅
丝杠及螺帽加工问题
·回流系统位置加工不当。
·丝杠或螺帽钢珠沟槽研磨粗糙度不佳。
·丝杠或螺帽钢珠沟槽真圆度超出公差范围。
·丝杠或螺帽的导程误差或节圆直径超出公差范围
过行程
过行程发生的原因可能发生于机台设定、极限开关失效或撞车。过行程会造成回流管的损伤及 凹陷 ·甚至断裂 ·而造成钢珠无法正常运转;在这恶劣的运转条件下,可能造成丝杠或螺帽珠 槽表面的剥离。若要重新安装 ·滚珠丝杠必须经制造商的重新检修,以防止进一步损坏。
偏心
安装滚珠丝杠时 ·两端的轴承支撑座与螺帽座要调整到三点同心的最佳状况 ·如果在不同 心的情况下安装 ·螺帽座与轴承座会产生径向负荷 ·两者偏心量太大时会造成丝杠弯曲· 甚至在偏心的情况 ·假使无造成明显的丝杠弯曲时,异常磨耗仍持续不断发生 ·并使丝杠 精度迅速降低 ·同时滚珠丝杠与马达间也要保持自然同心的状态,避免产生不良的径向力 矩。而螺帽设定的预压力越高偏心量精度的要求越高。
2.异物进入钢珠轨道
滚珠丝杠若未安装刮刷器或刮刷器损坏 ·加工时的杂质(铁屑等)或灰尘的堆积会阻碍钢珠轨 道 ·造成顺畅度不佳、精度降低及使用寿命下降。
回流系统损坏
回流系统在安装时受到严重的撞击,可能造成凹陷及损伤 ·造成钢珠进入回流系统时钢珠 之路径不顺畅。
螺帽与螺帽座结合不当
安装螺帽时与螺帽座连接面倾斜或偏心会造成偏心负载,使马达运转之电流值不稳定。
搬运时造成滚珠丝杠的损坏
·在安装的过程中 ·要避免螺帽脱离丝杠螺纹部位 ·因为一旦脱离后 ·钢珠将散落且会有 预压的变动、循环系统及刮刷器的破损。
·滚珠丝杠的磨擦系数很小,在搬运及安装过程中,注意在垂直放置时,避免螺帽或丝杠 本身的自重而产生脱落造成损伤。如有上述情况 ·此时必须经制造商的重新检修,以防 止进一步损坏。
3.间隙太大
无预压或预压不足
当无预压之滚珠丝杠垂直放置时 ·螺帽会因本身的重量造成转动而下滑;因此无预压的滚珠丝 杠会有相当的背隙存在,所以只能用于较小操作阻力的机器,但对于定位精度就较不要求。
PMI于不同的机台应用上决定正确的预压量 ·并于出货前调好预压值;因此当您订购滚珠 丝杠前请确实详述设备的操作情况。
轴承选用不当及轴承安装不当
·通常滚珠丝杠必须搭配斜角轴承,尤其是以高压力角设计的轴承为较佳的选择;当滚珠 丝杠承受轴向负载时 ·一般的深沟滚珠轴承无法借由预压的方式消除本身的背隙 ·因此 安装此种轴承会产生固定量的轴向背隙,所以深沟滚珠轴承并不适用于此。
·以两个锁定螺帽搭配弹簧垫圈或间隔环固定轴承以防止运转时松脱。
·轴承承靠面与肩部之锁定螺帽V形牙轴心的垂直度不佳,或两对应方向锁定螺帽面之平行 度不佳,两者相互搭配后会导致轴承的倾斜;因此丝杠肩部之锁定螺帽V形牙与轴承承靠 面必须同时加工 ·才能确保垂直度 ·如果以研磨方式加工更好。
客服
微信

反馈
TOP
意见反馈
姓名
请输入您的姓名联系方式
请输入您的电话号码邮箱
公司
意见反馈
请输入您的建议或问题上传图片(0/6)